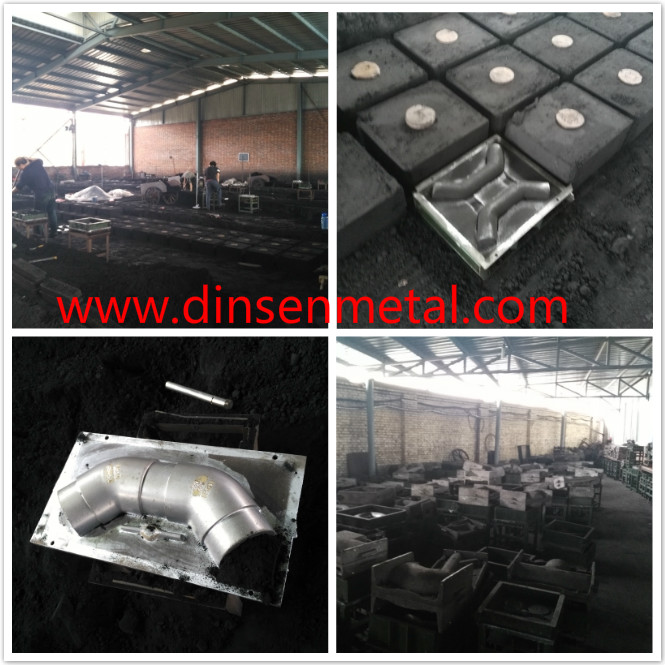
Технология производства чугунных трубных фитингов - литье в песчаные формы
1.Песок введение в кастинг.
Литье в песчаные формы используется для изготовления крупных деталей. Расплавленный металл заливается в полость формы, сформированную из песка. Полость в песке формируется с помощью шаблона, который обычно изготавливается из дерева, иногда из металла. Полость содержится в агрегате, размещенном в коробке, называемой опокой. Стержень — это песчаная форма, вставляемая в форму для создания внутренних элементов детали, таких как отверстия или внутренние проходы. Стержни помещаются в полость для формирования отверстий желаемой формы.
2. Процесс формования литьем в песчаные формы:
В двухкомпонентной форме, которая типична для литья в песчаные формы, верхняя половина, включая верхнюю половину модели, опоку и стержень, называется крышкой, а нижняя половина называется волоком. Линия разъема или поверхность разъема — это линия или поверхность, которая разделяет крышку и волоку. Сначала волока частично заполняется песком, а оттиск стержня, стержни и литниковая система размещаются вблизи линии разъема. Затем крышка собирается с препаратом, и песок насыпается на половину крышки, покрывая модель, стержень и литниковую систему. Песок уплотняется вибрацией и механическими средствами. Затем крышка снимается с препарата, и модель осторожно удаляется. Цель состоит в том, чтобы удалить модель, не нарушая полость формы. Это облегчается путем проектирования черновика, небольшого углового смещения от вертикали к вертикальным поверхностям модели.
3. Преимущества чугунных трубных фитингов с использованием глиняного зеленого песка
Глиняный зеленый песок: песок с глиной и нужным количеством воды, основное связующее вещество, изготавливается непосредственно после песчаной формы и заливается во влажную форму. Литье в зеленый песок имеет долгую историю и широко используется. Его преимущества:
- Сырье дешево и доступно в изобилии.
- Модельный песок без сушки, литье, короткий производственный цикл и высокая эффективность, поэтому легче добиться массового производства.
- В старом песке нерасширенный бентонит, смешанный с водой, способен восстановить прочность, хорошая переработка старого песка и повторное использование при небольших инвестициях.
- После длительного использования мы разработали ряд формовочного оборудования.
- Точность размеров отливок, полученных из песчано-глинистых смесей, сопоставима с точностью размеров отливок, полученных литьем по выплавляемым моделям.
Благодаря этим преимуществам, процесс литья в глиняный зеленый песок широко используется в мелком литье, особенно в автомобилях, двигателях, ткацких станках и других массовых производствах чугунных деталей, его доля занимает первое место в литье. Однако при литье в глиняный зеленый песок, испарение и транспортировка воды с поверхности песка, делает литье склонным к образованию раковин, песка, песчаных раковин, разбухания, липкого песка и других дефектов.
Время публикации: 26 июня 2017 г.







